How to drill holes on non-planar workpieces?
Process technology
TECHNICAL ARTICLE
11/8/20241 min read
Drilling may seem simple, but it is actually a complex process. During this process, if the drill fails or exceeds its capabilities, it may have serious consequences. Drilling non-planar workpieces may subject the drill cutting edge to excessive uneven forces, resulting in premature wear. Please pay attention to the following points.
When drilling into non-planar surfaces, there is a risk of drill deflection. To avoid this, the general principle is to reduce the feed during drilling.
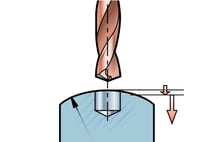
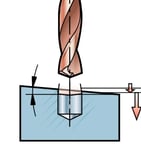
1. Convex surface
If the radius is greater than 4 times the drill diameter and the hole is perpendicular to the radius, it can be drilled. Reduce the feed to 50% of the normal feed rate during drilling.
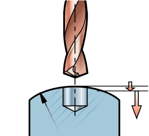
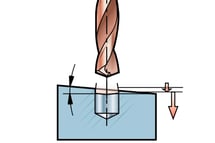
2. Concave surface
If the radius is greater than 15 times the drill diameter and the hole is perpendicular to the radius, it can be drilled. Reduce the feed to 25% of the normal feed rate during drilling.
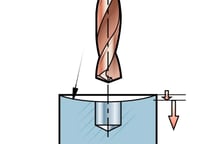
3. Inclined surface
If the inclination angle is less than or equal to 10°, reduce the feed to 1/3 of the normal feed rate during drilling. If the inclination angle is greater than 10°, drilling is not recommended. Mill a small flat surface on the surface before drilling.
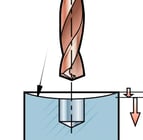
4. Irregular Surfaces
Reduce the feed rate to ¼ of the normal feed rate to avoid chipping of the cutting edge.
About
Precision machining solutions for diverse industries.
services
Zonda Group
© 2024. All rights reserved.